Planos de amostragem
nenhuma empresa tem como objetivo ficar conhecida como “Aquela que faz produtos ruins”, e neste contexto,
existem diversos programas de qualidade, ferramentas de qualidade e sistemas de qualidade podem oferecer vantagens competitivas e auxiliar as empresas em seu gerenciamento, que parecem bonitos na teoria, mas super complexos e caros na prática.
Com isso, o objetivo deste post é desmistificar uma técnica que aparentemente é adotada somente em grandes empresas, mas que vamos demonstrar de forma simples como pode ser adotada por sua empresa.
Inicialmente precisamos compreender alguns conceitos básicos:
Elemento: é a unidade considerada para o estudo estatístico. Representado por uma única peça ou única caixa;
População: consiste no conjunto de todos os elementos existentes ou todos elementos que serão obtidos em um processo com número finito ou infinito;
Lote: uma parte da população determinada por um tempo, pedido ou turno.
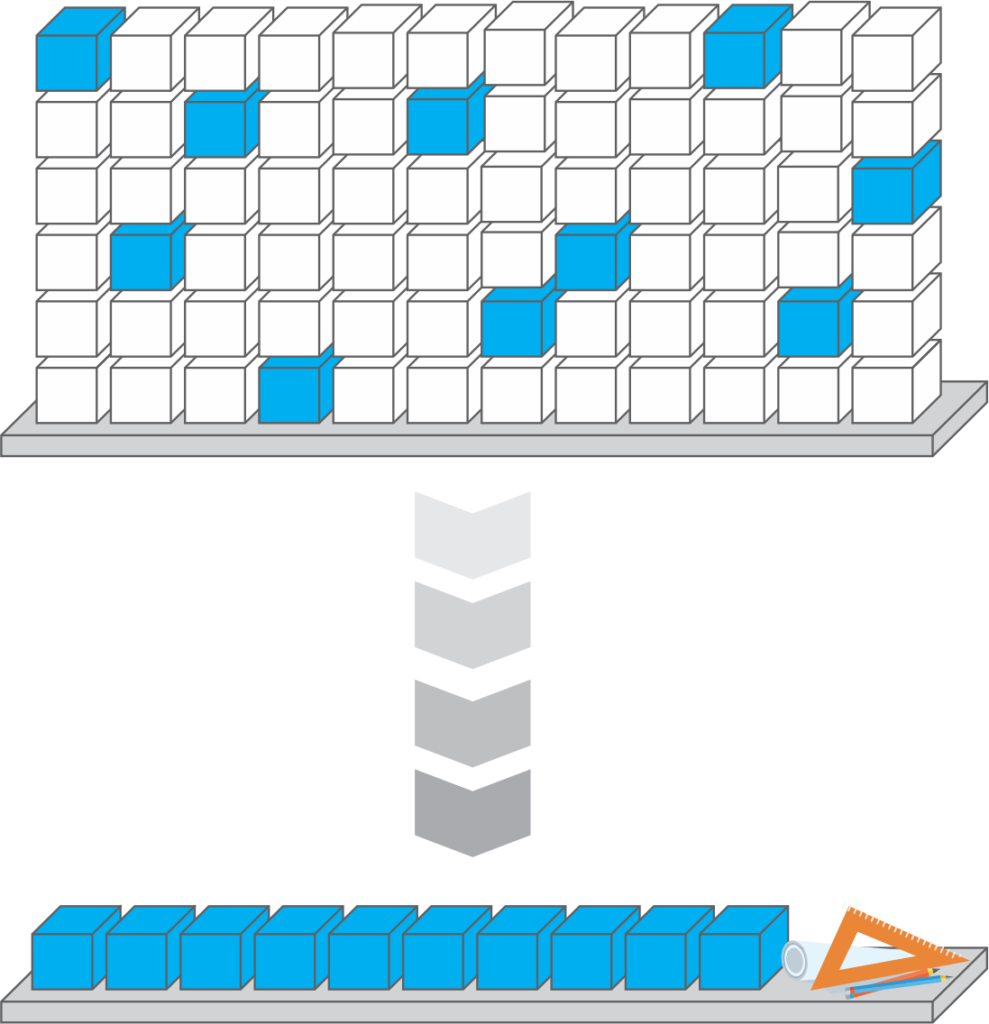
Amostra: é a quantidade determinada de elementos da população retirada de forma aleatória para o estudo estatístico;
Tamanho da amostra (n): é o número de elementos que compõem a amostra;
Amostragem: é a quantidade de amostras retiradas de um lote para o estudo, ex.: Em um lote de 2000 unidades no total, podemos retirar 5 amostras com 30 elementos cada amostra:
• Amostragem: 5
• Amostra: 30 elementos;
• Total de elementos: 5 x 30 = 150.
Inspeção: processo de medição, ensaio e exame da unidade de produto ou comparação com especificações.
Agora que tomamos conhecimento dos conceitos básicos precisamos discutir algumas peculiaridades de uma boa amostragem, uma vez que selecionar um volume grande de elementos e amostragens pode elevar drasticamente a quantidade de inspeções realizadas e o desprendimento de mão de obra, porém a garantia de resultados positivos é maior.
Menos amostras e poucos elementos também podem resultar um baixo volume de inspeções e desprendimento de mão de obra, porém a garantia de sucesso nos resultados também é menor.
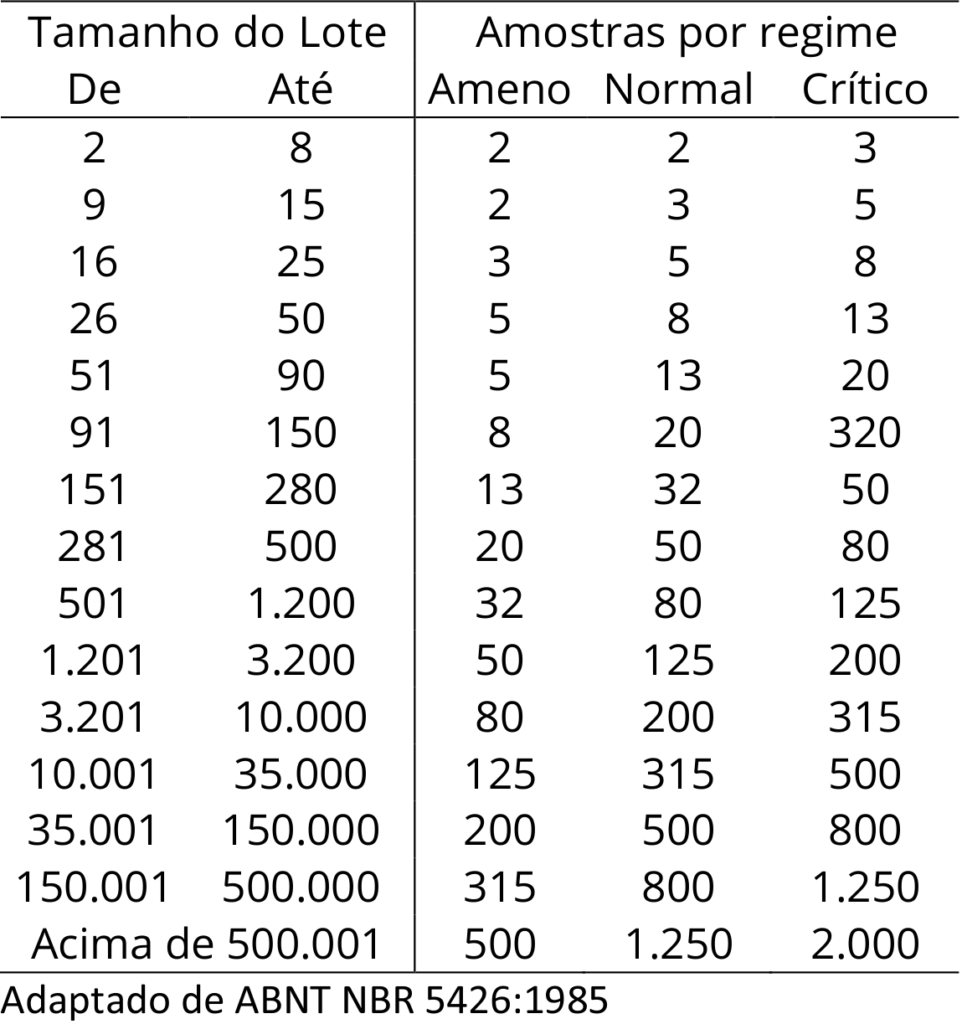
Para isso uma dica importante é a adoção das tabelas de amostragens da ABNT NBR 5426:1985 elas garantem uma amostragem suficiente para garantir a qualidade baseada em níveis de inspeção.
Para definir o tamanho da amostra basta procurar enquadrar o tamanho do lote com o regime de amostragem onde o nível ameno pode ser adotado em pontos que já estão estabilizados e que futuramente podem ser abortados do CEP, o nível normal é o mais comum e recomendado para níveis de inspeção, já o crítico deve ser adotado em pontos realmente críticos e que apresentam problemas com frequência, uma vez que o volume de elementos nas amostras são maiores.